EXPLAINED: The Fine Art Of Black Polishing AKA Spéculaire
Black polishing, also known as spéculaire finishing, is employed to finish steel parts in a watch movement to create a mirror-like surface. Used for steel screws, levers and bridges, true black polishing is done by hand and only found in the best timepieces. Henrik Korpela explains the technique here.
Commonly known as black polishing (poli noir or spéculaire), but also called mirror polishing (poli miroir) or block polishing (poli bloqué), this technique of finishing is employed to give steel parts a perfectly smooth surface that appears a stark black from certain angles, hence the name. The technique is so time consuming that it is typically found in true haute horlogerie watches, from the likes of Philippe Dufour or Kari Voutilainen, or Seiko’s top of the line Credor Eichi.
To explain how black polishing is accomplished, Henrik Korpela, principle of the K&H Watchmaking Competence Centre in Le Locle, an independent watchmaking school, demonstrates the technique step by step as it is applied to steel screws.
________________________________________________
There are a number of reasons to finish or decorate to watch parts; one of them is to remove metal burrs on the edge of the part resulting from machining; this process is called bevelling. Beveling will remove the burrs and create a 45° angle making it look decorative. Leaving a freshly machined bridge in the movement is dangerous since it may have burrs left from the machining process. Often located around the edges of the bridge, these burrs could break off, causing damage in the movement and even stop it.
Another reason to finish movement components is to prevent oxidation on the surface of the part, polishing or electroplating protects the surface. Or it can be to make the part visually appealing with decorative finishing, such as Geneva stripes, straight graining, spotting, sunray finish etc. Functional polishing, in contrast, is usually unseen by the wearer. This is applied on pinions, ensuring they run smoothly with minimal wear. The same goes for burnishing pivots since properly finished pivots will last longer; the burnishing not only polishes the surface but also hardens it.
Various types of component finishing exist, most of which can be found all together inside a well made, high-end timepiece. They include flat or black polishing, straight or circular graining, Geneva stripes, spotting, sunray finishing, bevelling and burnishing. In this exercise I will demonstrate the proper technique for flat polish watch screws. Shown here is one of the possible methods but there are a number of other equally good techniques possible; the technique of choice depends on the watchmaker’s preference. And at the end we compare the hand polished screw to a commercial one that is finished en masse via machine.
Several tools needed for black polishing a screw:
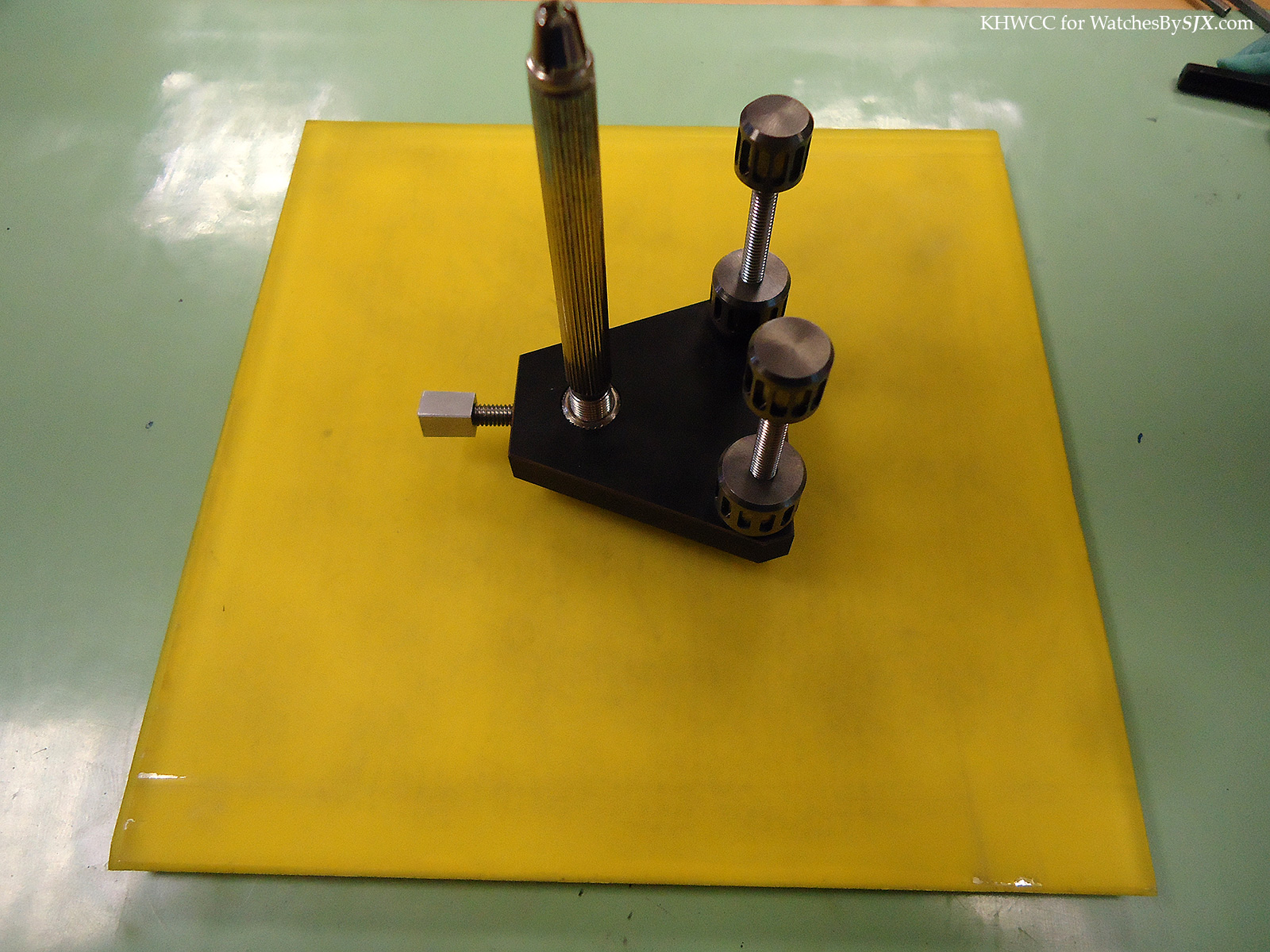
– Tripod
– Tin plate
– A few screws for practice
– Diamond paste
– Peg wood
– Square or triangular Degussit stones, or fine diamond files
– Abrasive paper of various grains
– Balsa wood or soft foam
– Lantern chuck
– Various hollow burrs
– Various eyeglasses or microscope
– Glass plate
– Flat steel plate
– Isopropanol
– Tissue
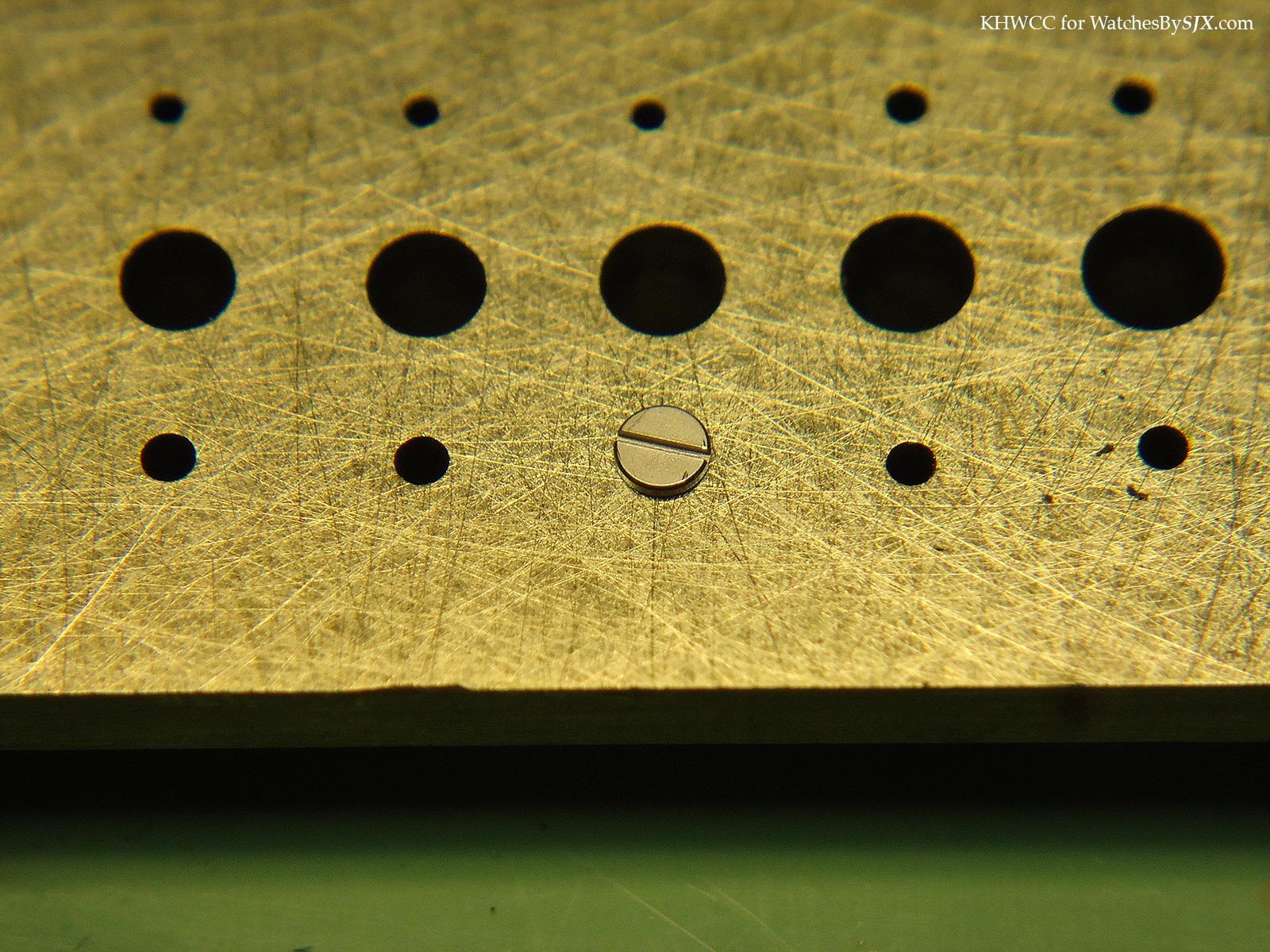
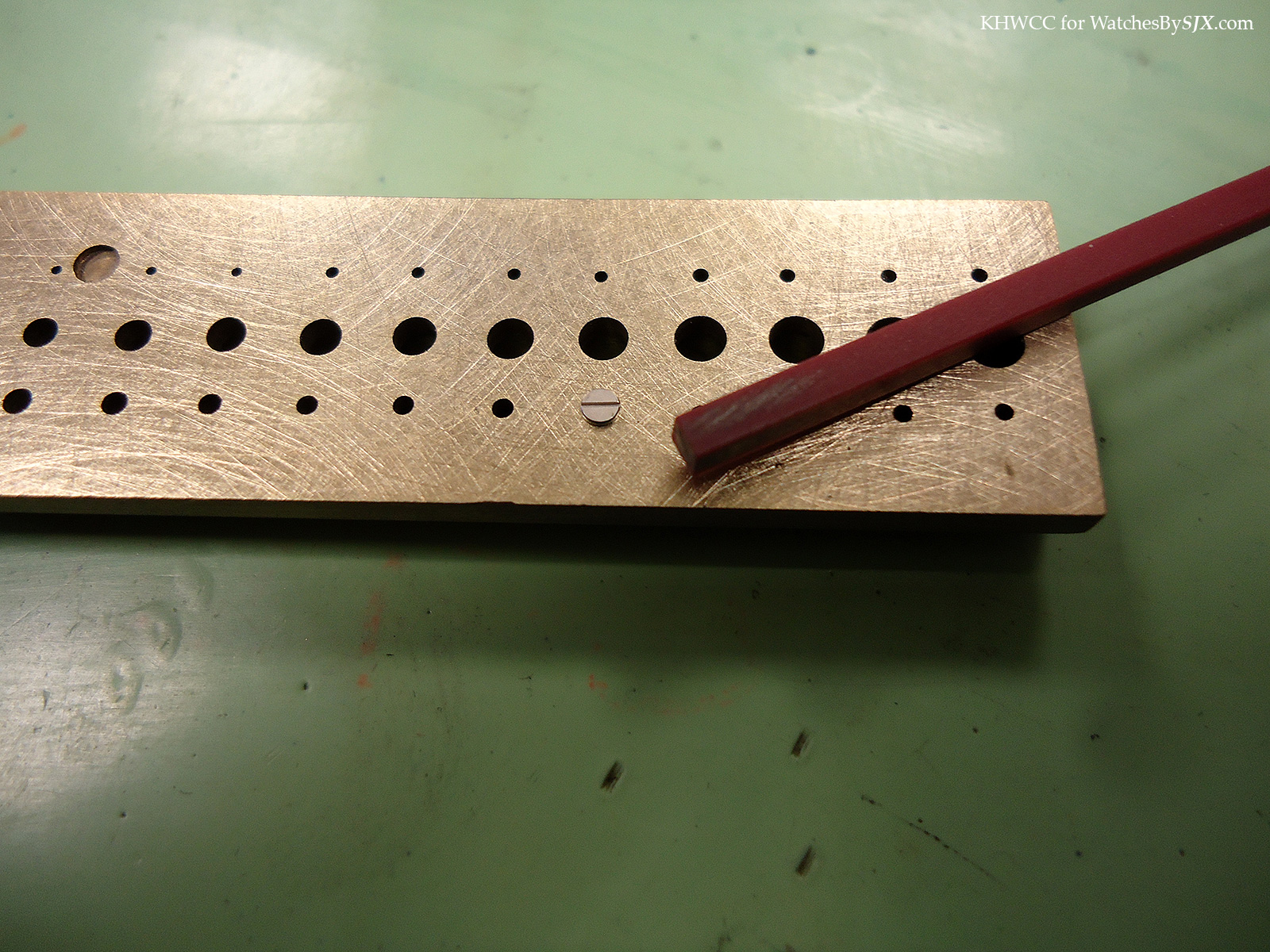
– Brass support with various sized holes

Black polishing
Generally speaking, this can be done in several ways with various tools, usually with the help of a smooth, flat zinc or tin plate coated with an abrasive compound such as a very fine diamond dust suspended in grease or oil. Other abrasive compounds such as aluminium oxide powder can also be used to achieve identically fine results.
Put simply, black polishing a screw calls for sliding the screw in a circular motion on a tin plate which has been coated with a small quantity of abrasive paste. The screw is fixed in a type of vice, either a bolt tool or tripod, which is then manoeuvred by hand around the tin plate. Black polishing is actually quite a quick process, the whole procedure takes between three to 20 minutes per screw depending on the size of the screw and the quality of the finish. The larger the screw, the more time required, since a larger screw has a larger surface to be polished. But it has to be remember in true haute horlogerie watches black polishing has to be done for every screw, so the time required for a complete movement is multiplied by several dozen times.

What follows is the step by step specifics of the technique.
Finishing the screw end
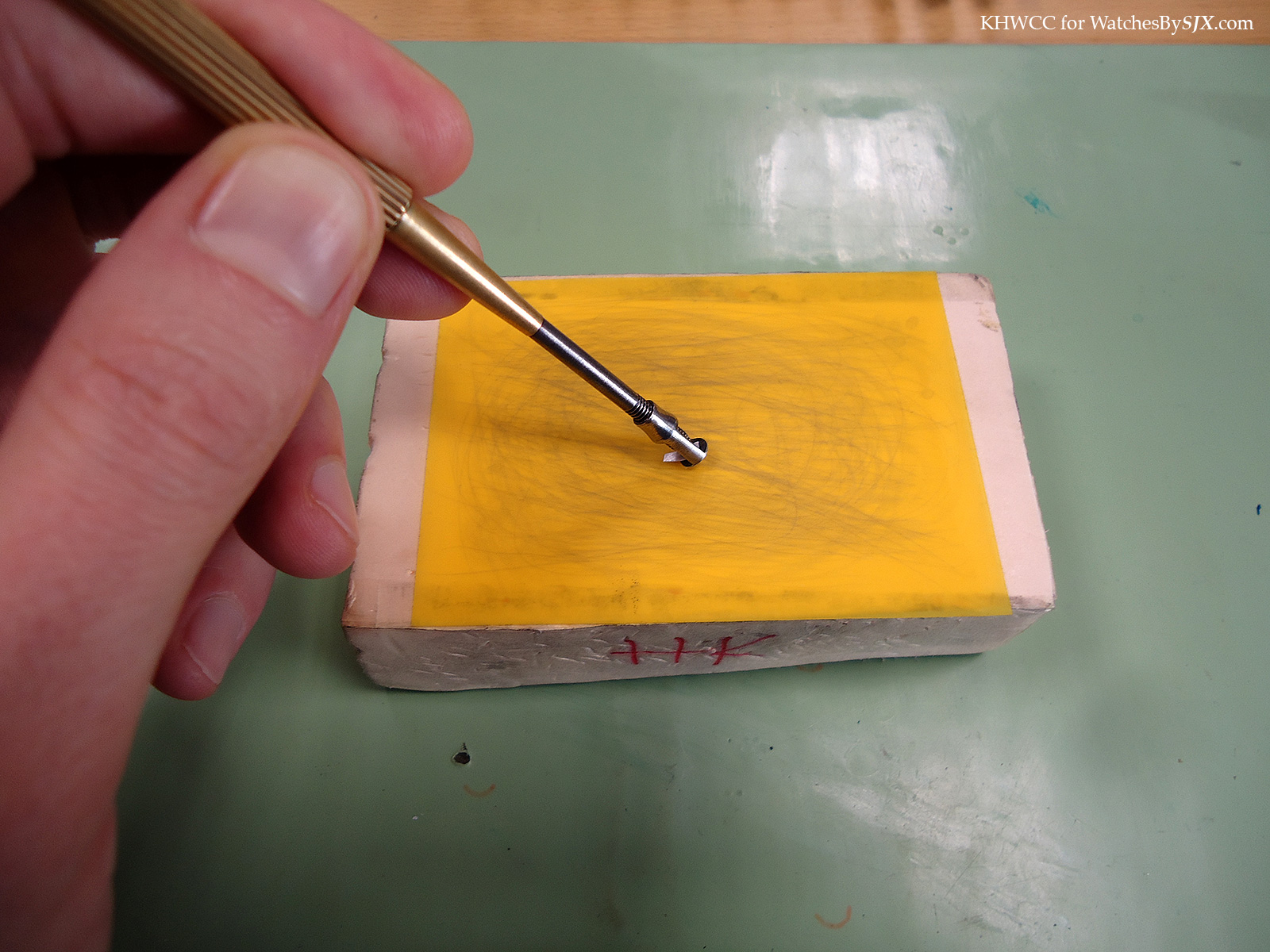
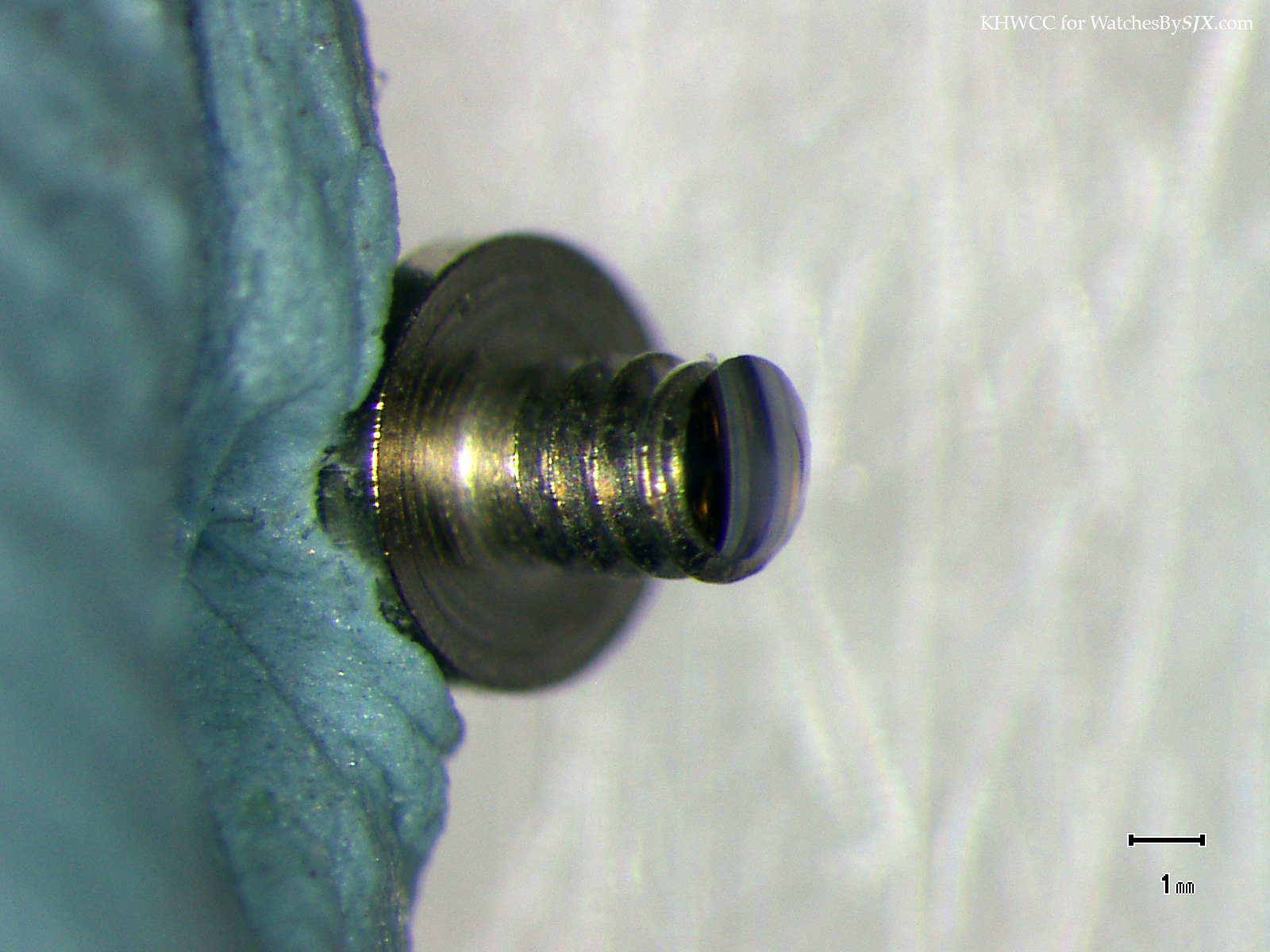
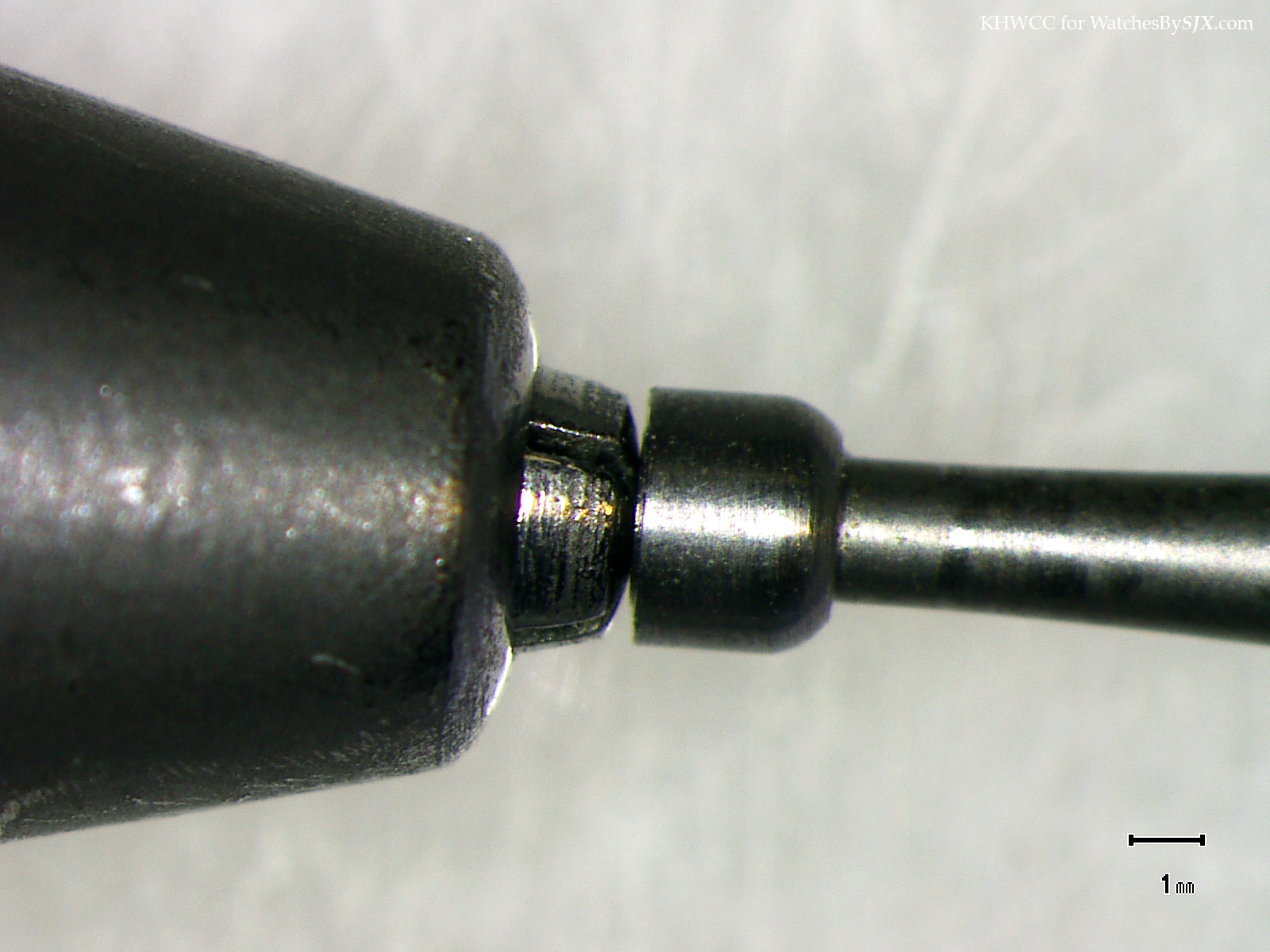
1. Place screw in lantern chuck and polish the end with the abrasive paper backed with foam or some other soft material, while protect screw head with a piece of paper. This is done until the end appears round.
As the polishing progresses this is how the screw end develops:

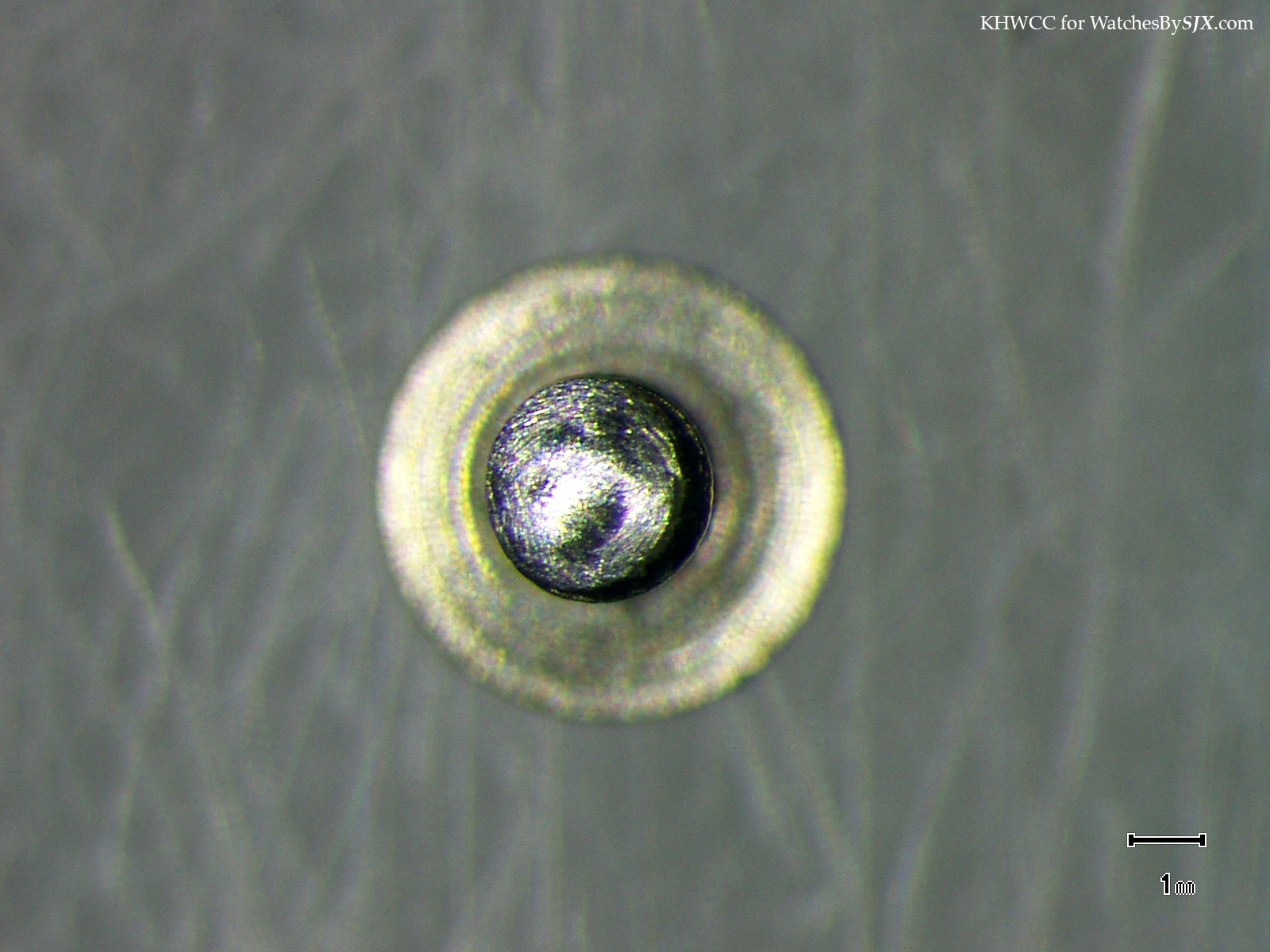
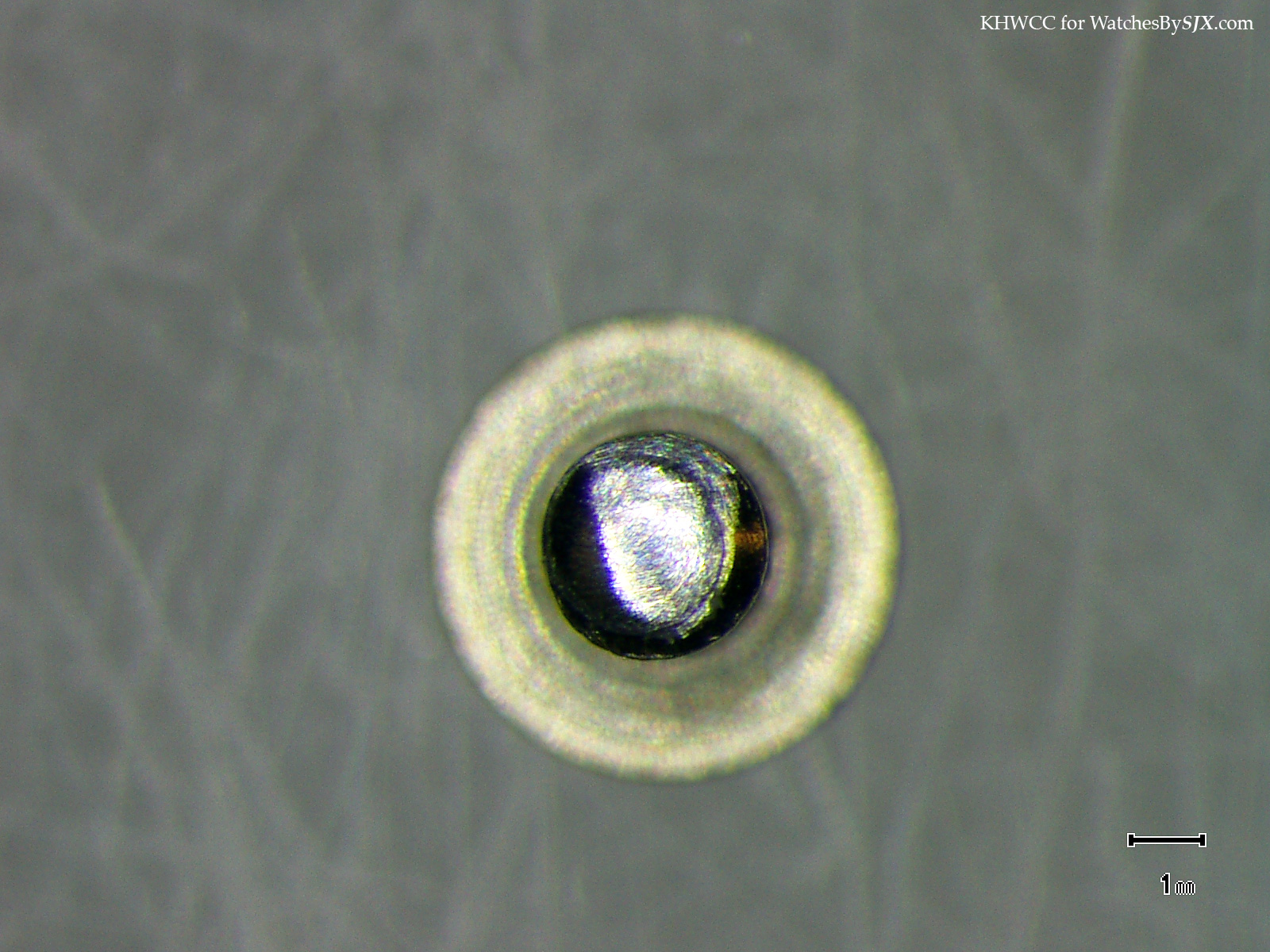

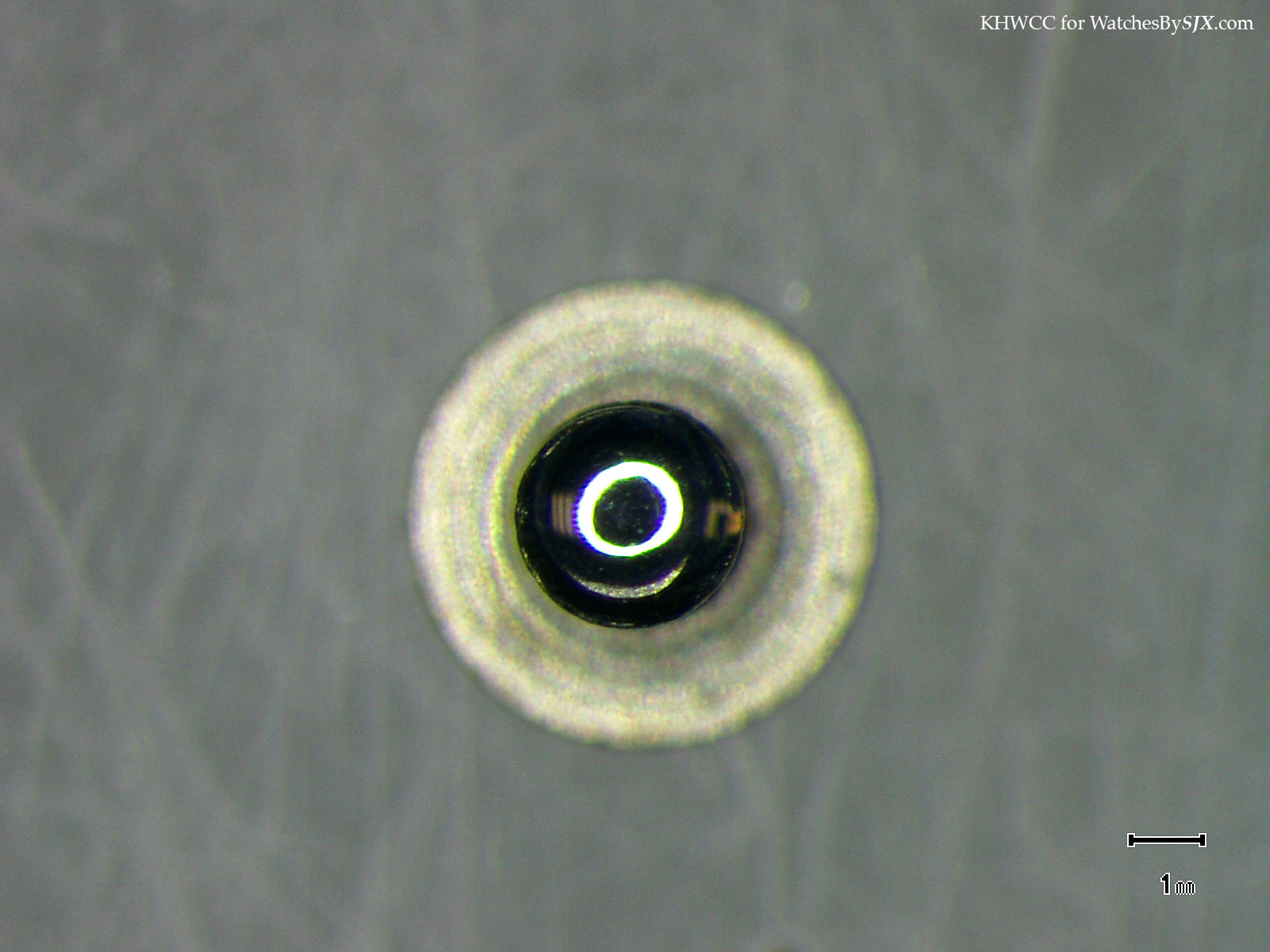
As it appears once finished:
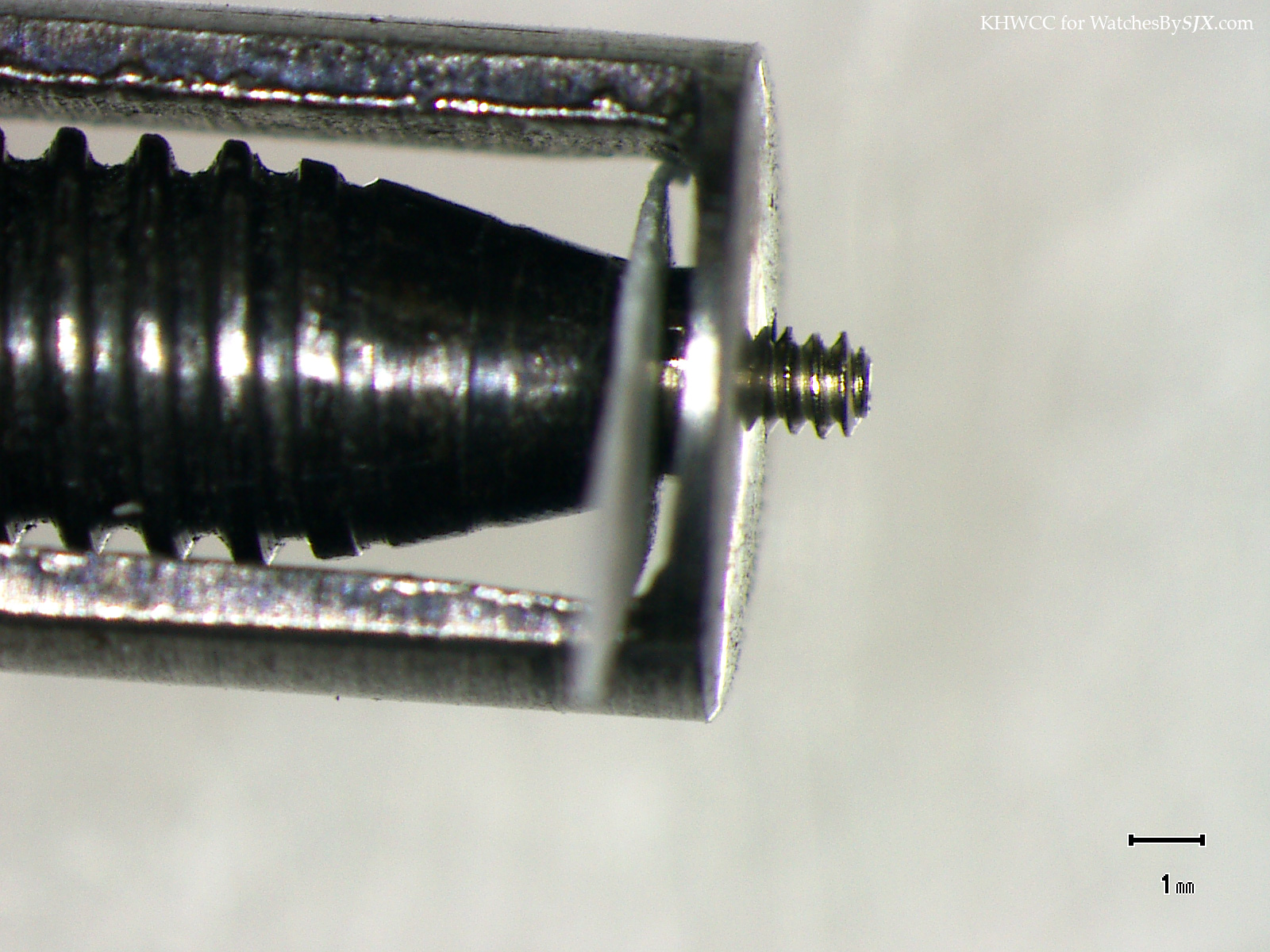
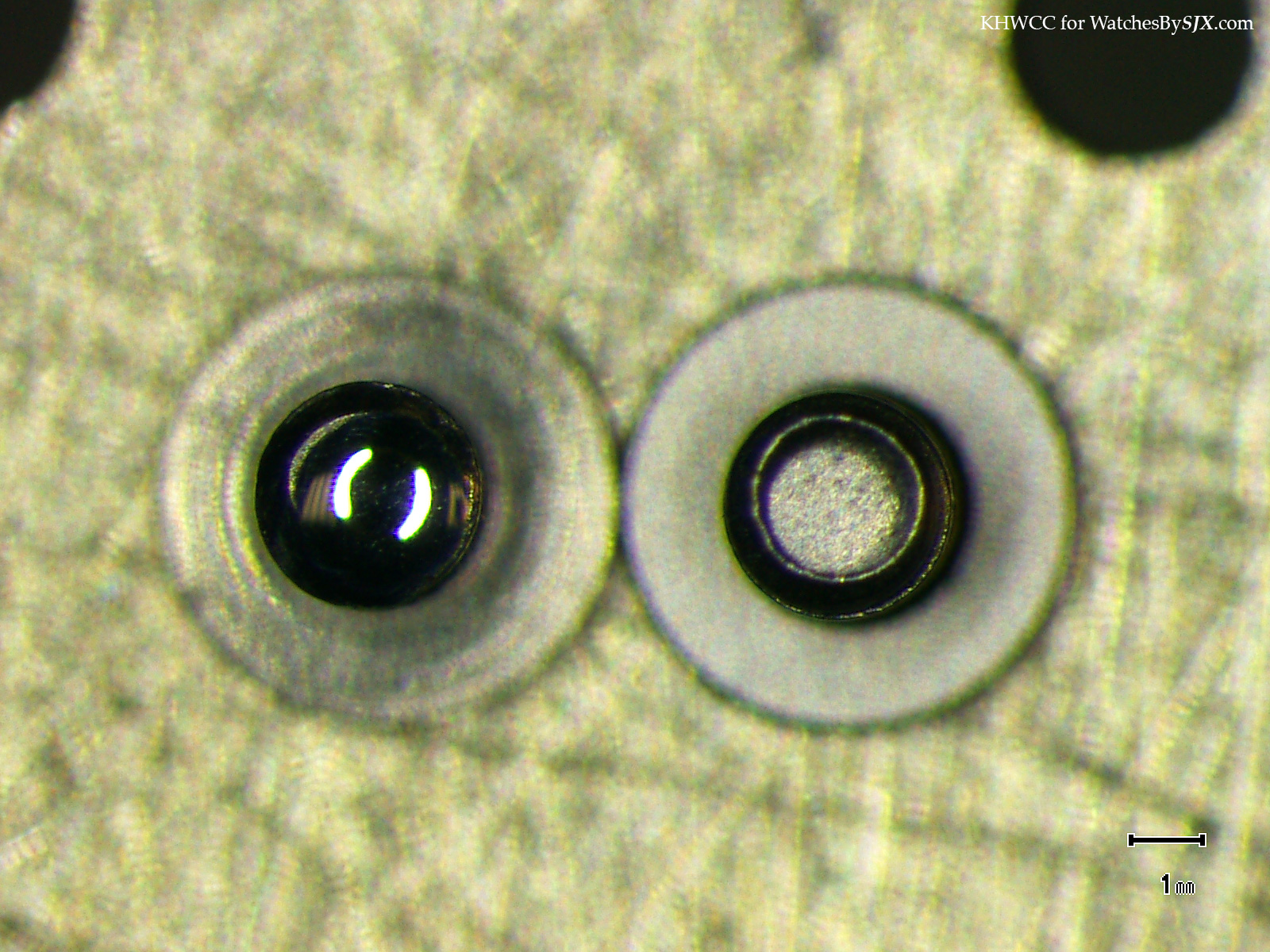
This is a comparison of a properly polished screw end on the left with a unfinished one on the right:
Bevelling the screw rim
2. Fasten the screw in a pin-vice that will not damage the threads. With a hollow burr cut a circular bevel around the screw head. Then there is the optional step of polishing with peg wood and paste for a haute horlogerie finish.


This is a screw with external bevel created.:

Bevelling the slot
3. File bevels in the screw slot with the square Degussit stone or a fine diamond file. Again option is to polish the bevel with peg wood and paste. Being one of the most complex steps in finishing a screw head, this takes between 10 seconds to five minutes, depending on the quality of finish and size of the screw head.
The screw head with one bevel filed:
Both bevels filed:
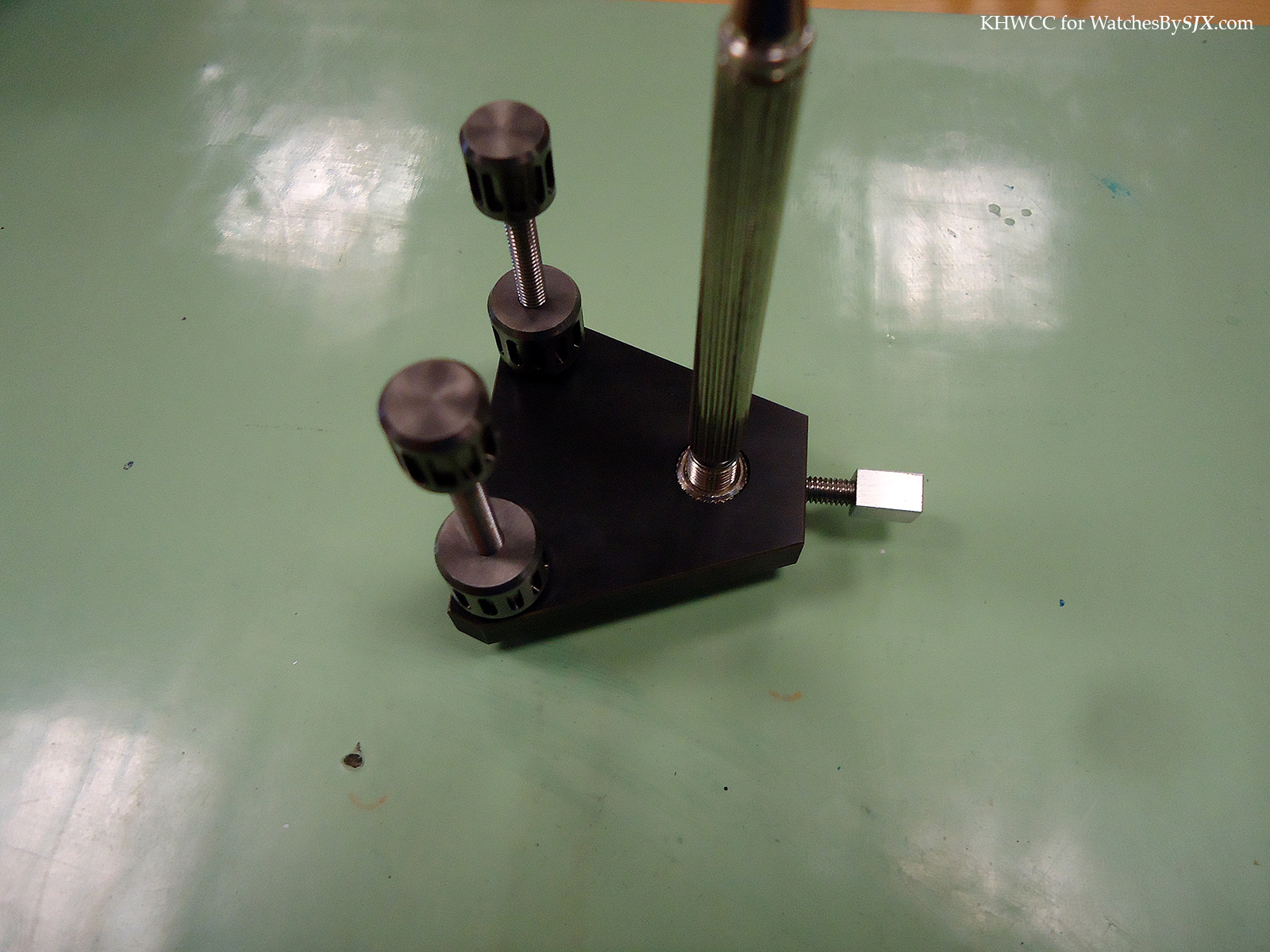
4. Place the screw in the tripod and adjust it so it is flat on the steel plate.

5. Briefly polish the screw head on abrasive semi-coarse paper to remove the deepest scratches. The surface should then appear grey with no deep scratches.
6. Then comes the polishing of the screw head on the tin plate, the key step in the process. This takes 30 seconds to 15 minutes per screw head, illustrating how much time is necessary for a single screw head.
First place a small quantity of abrasive paste on the tin plate. The abrasive paste on the tin plate should neither be too wet nor too dry, with some practice a good consistency will be found.
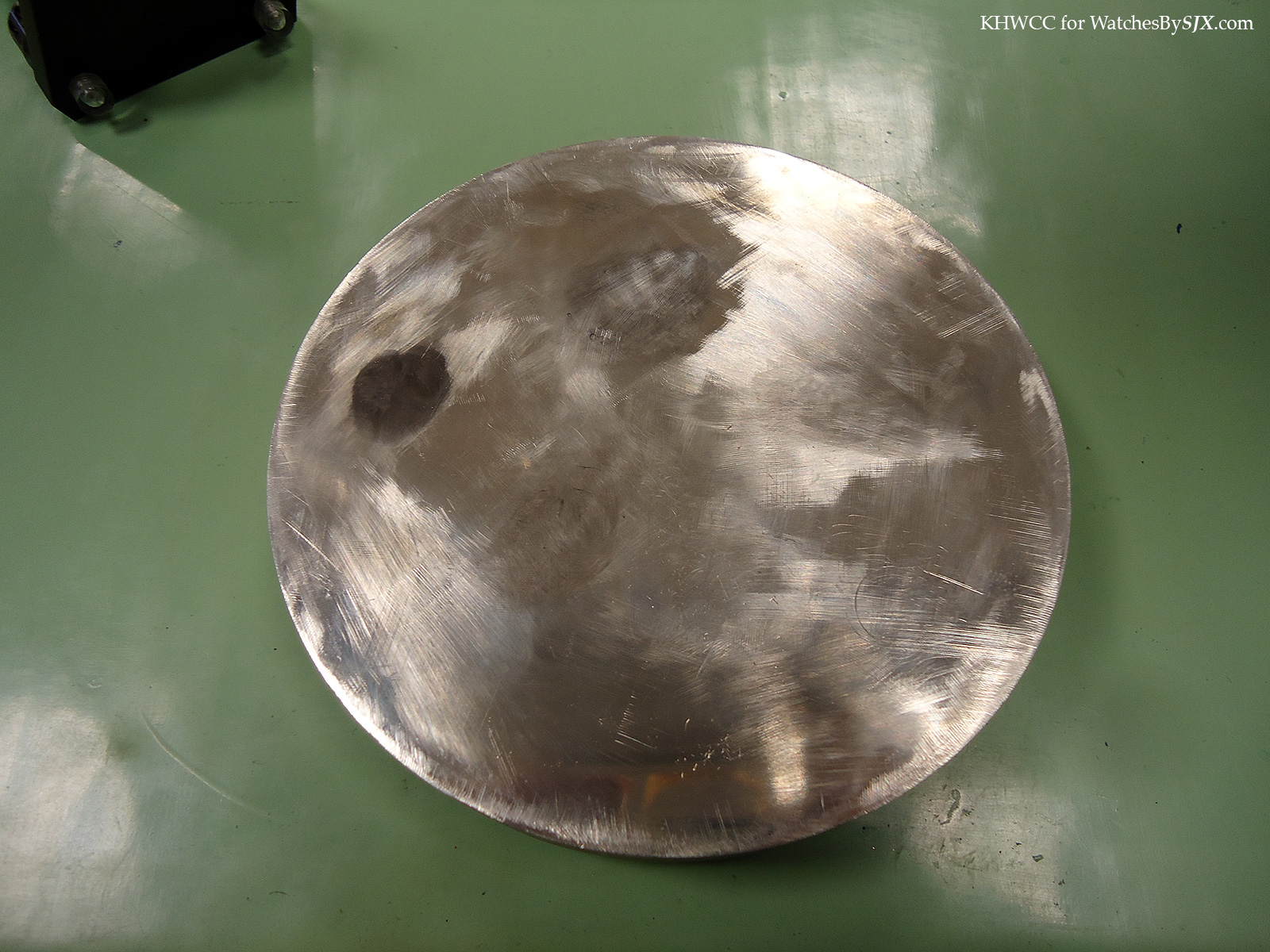
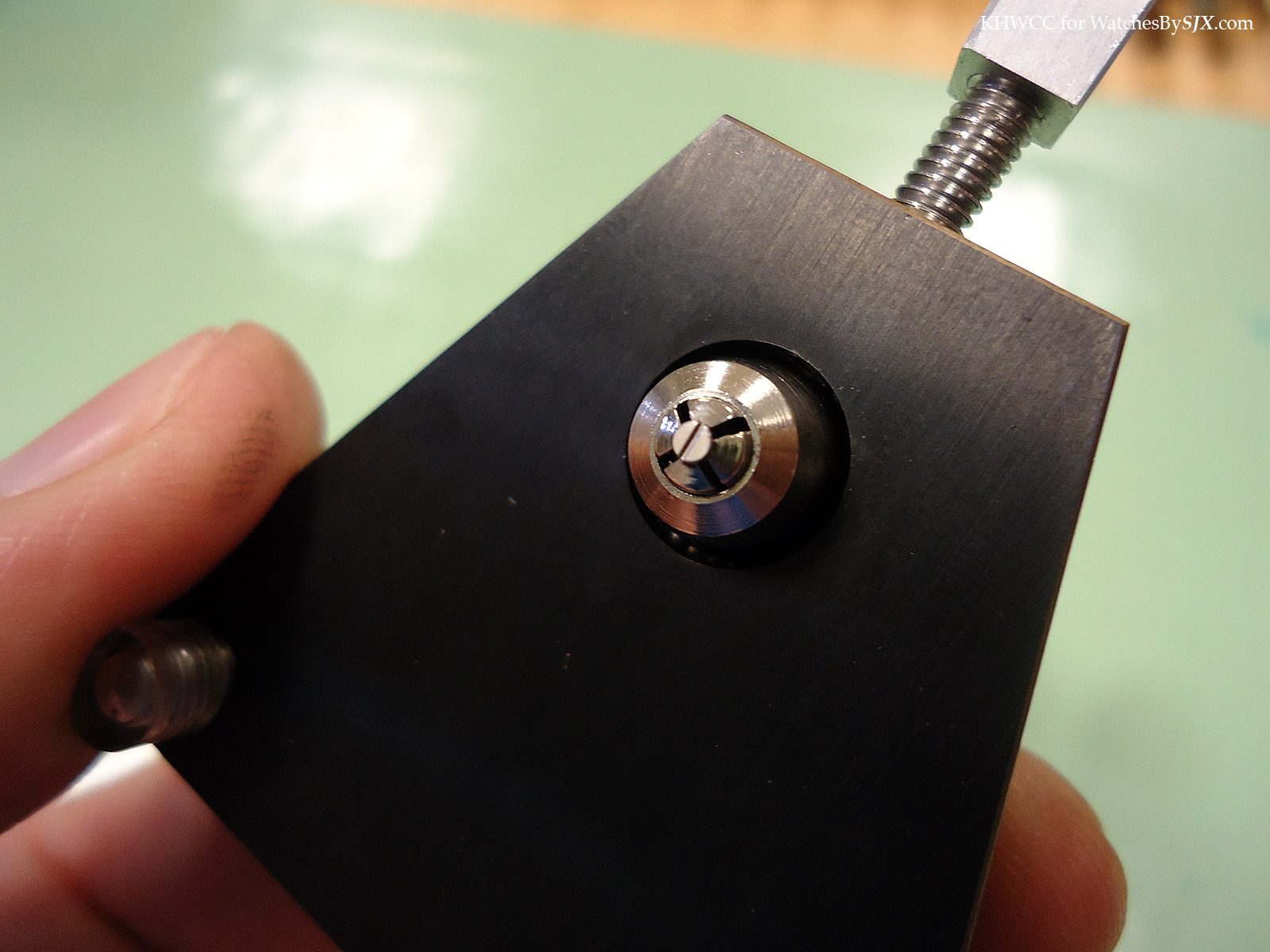
With a circular motion slide the tripod around the tin plate, ensuring sure the screw is is kept within the surface of the tin plate. Polish the screw head until it is flat and without scratches.

7. Clean the screw with isopropanol to remove the abrasive paste and particles from its surface.
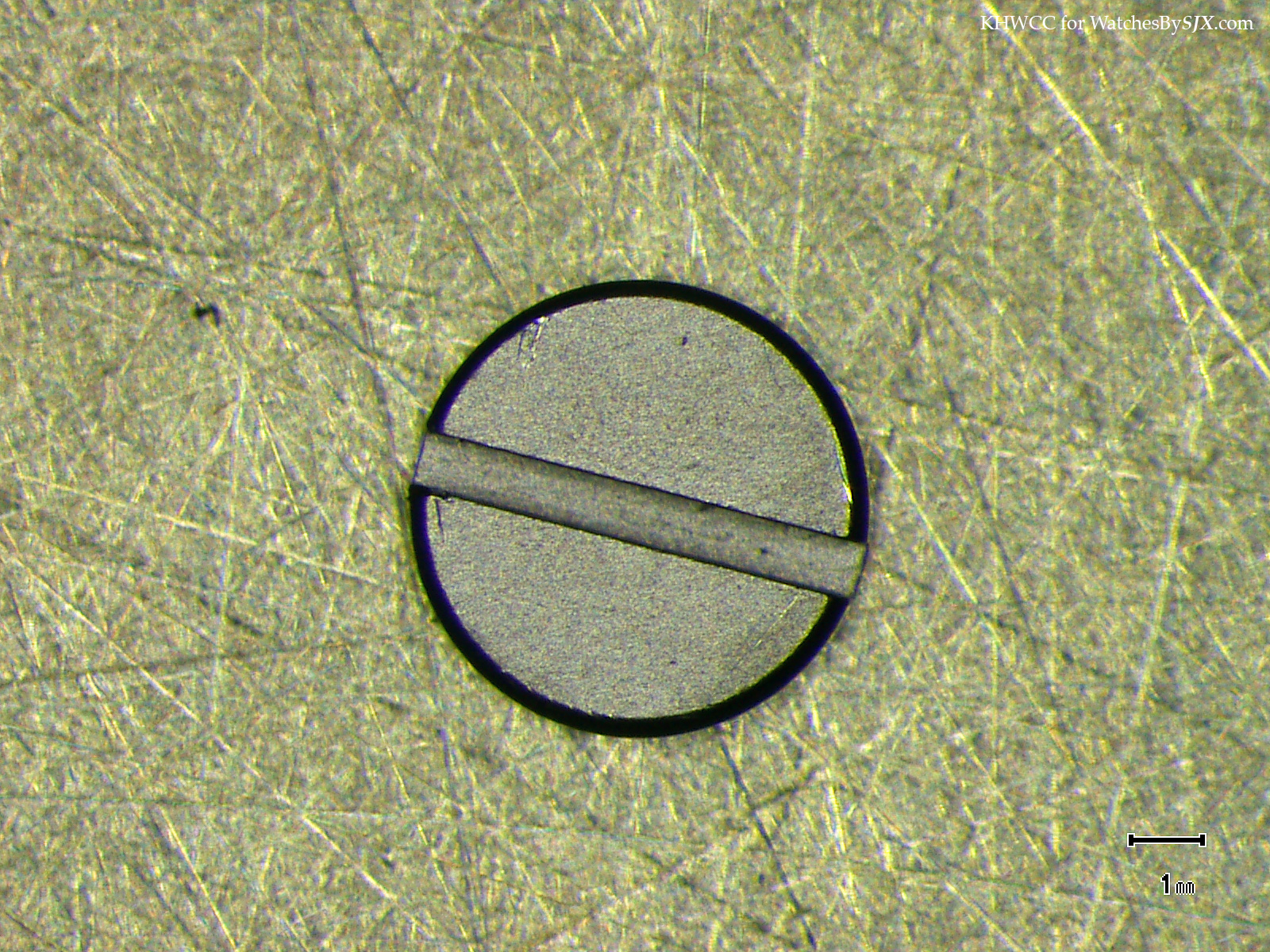
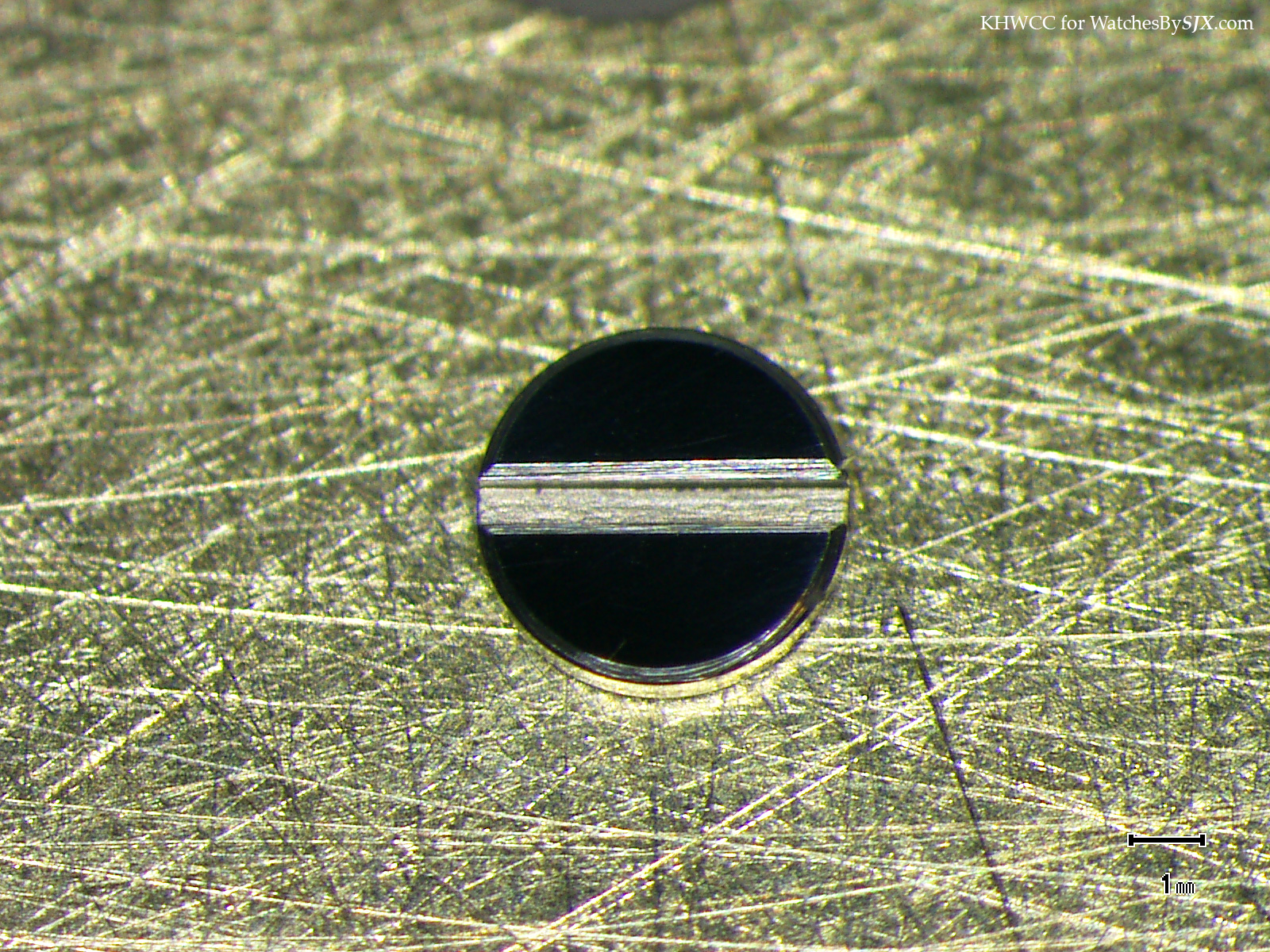
The final result is a screw head with a black polished finish, compared here with an unfinished screw below.
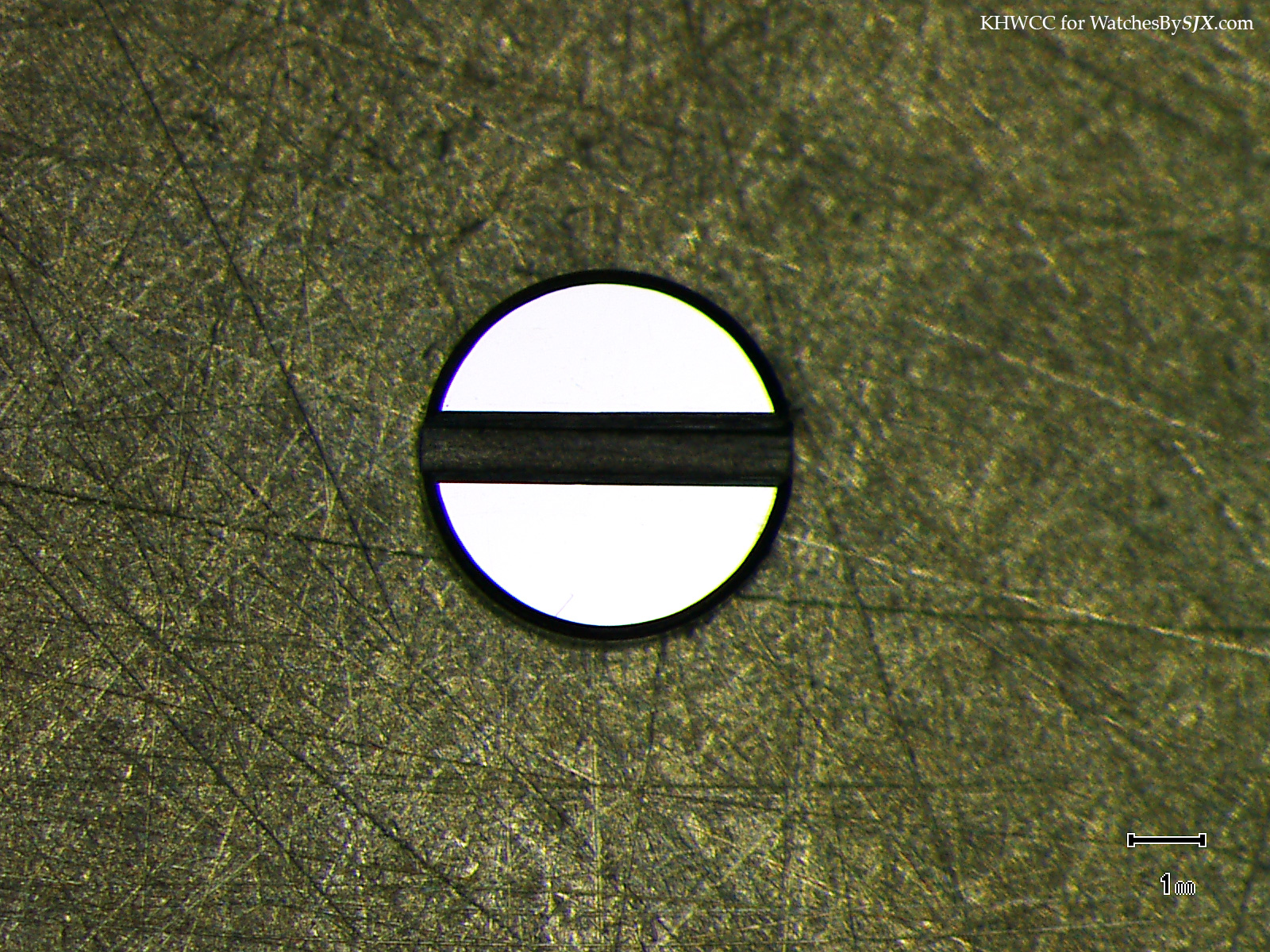
From a different angle the polished screw head appears white:
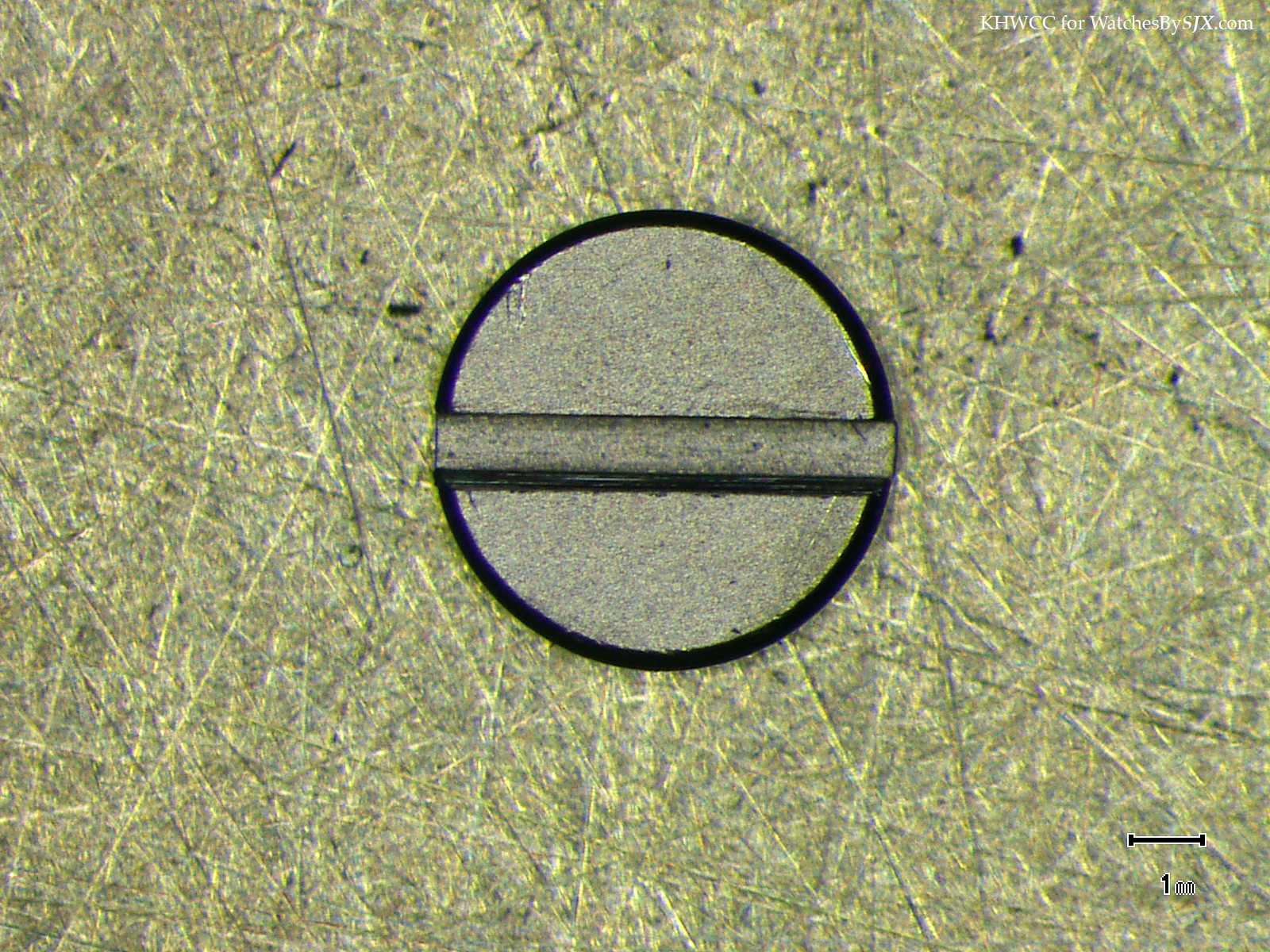
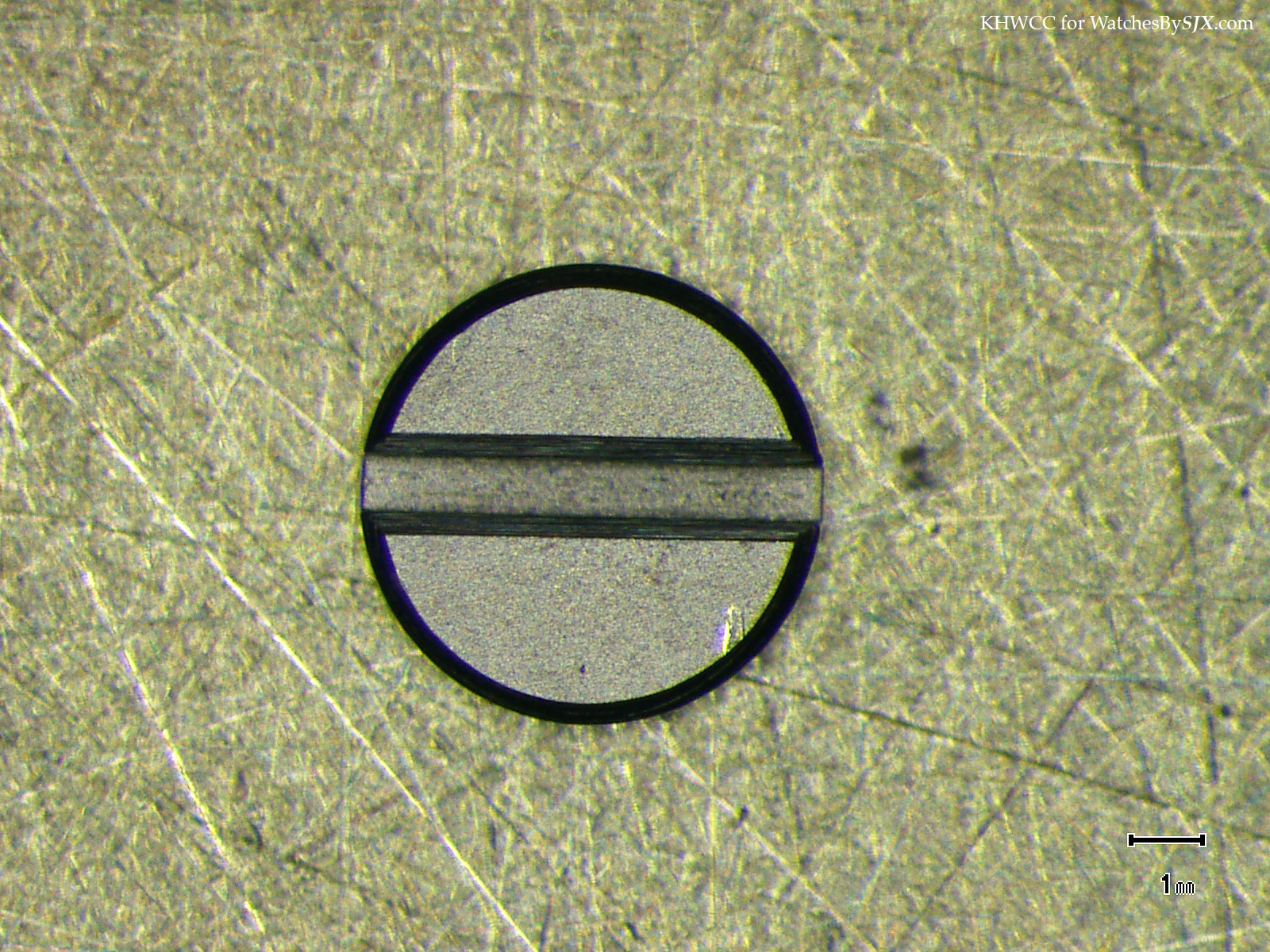
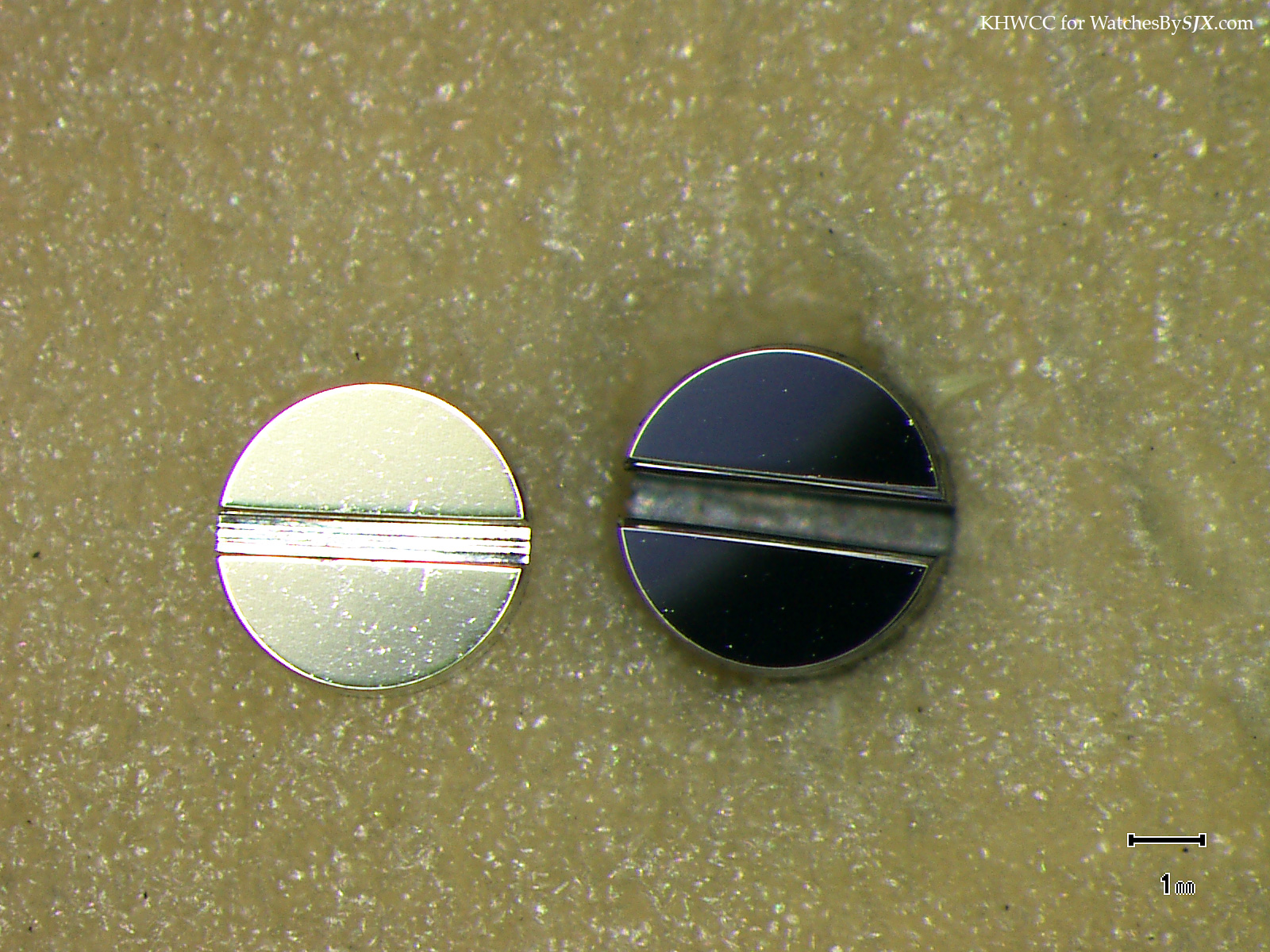
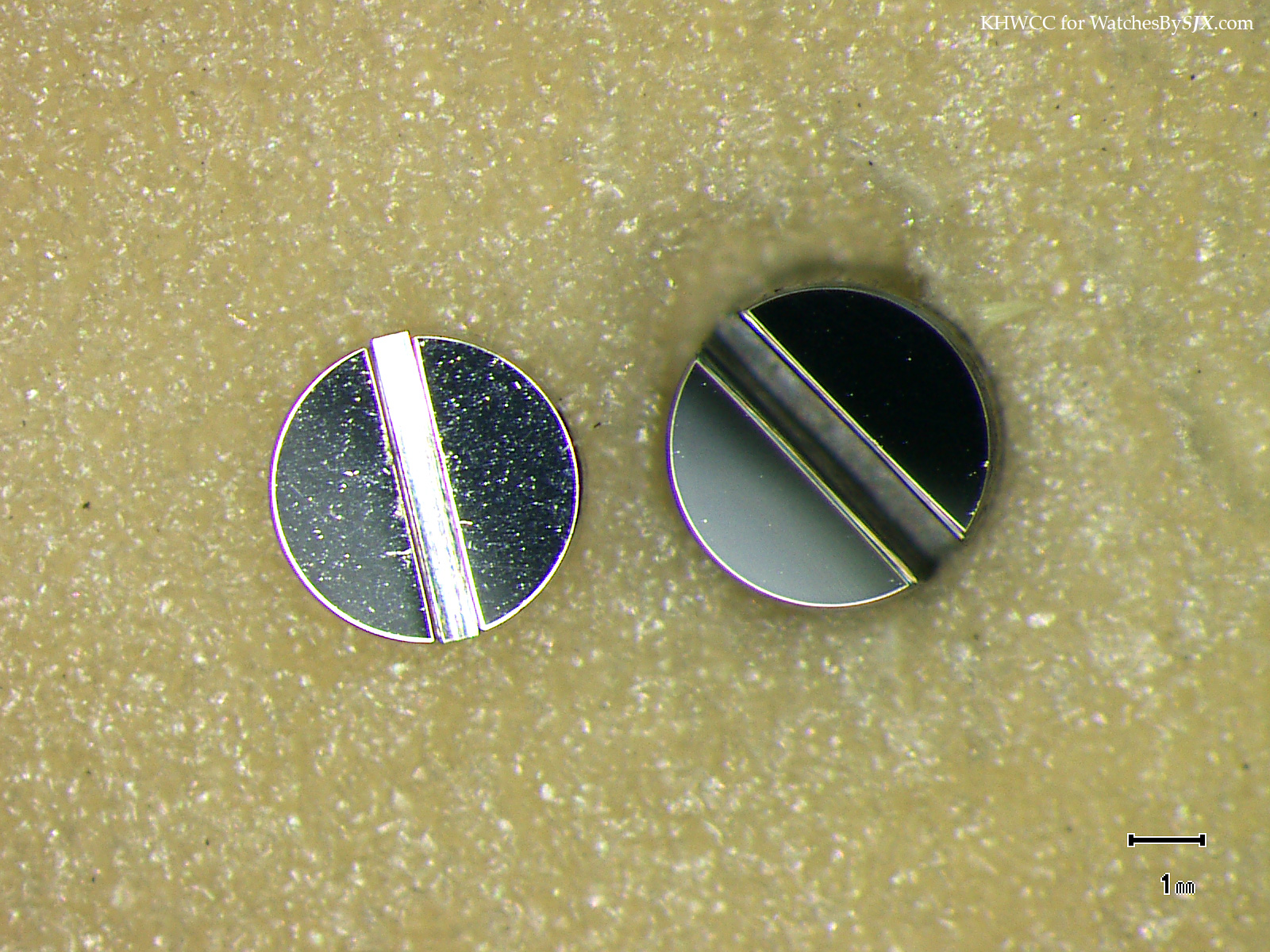
Here a black polished screw is compared with an industrially polished screw.
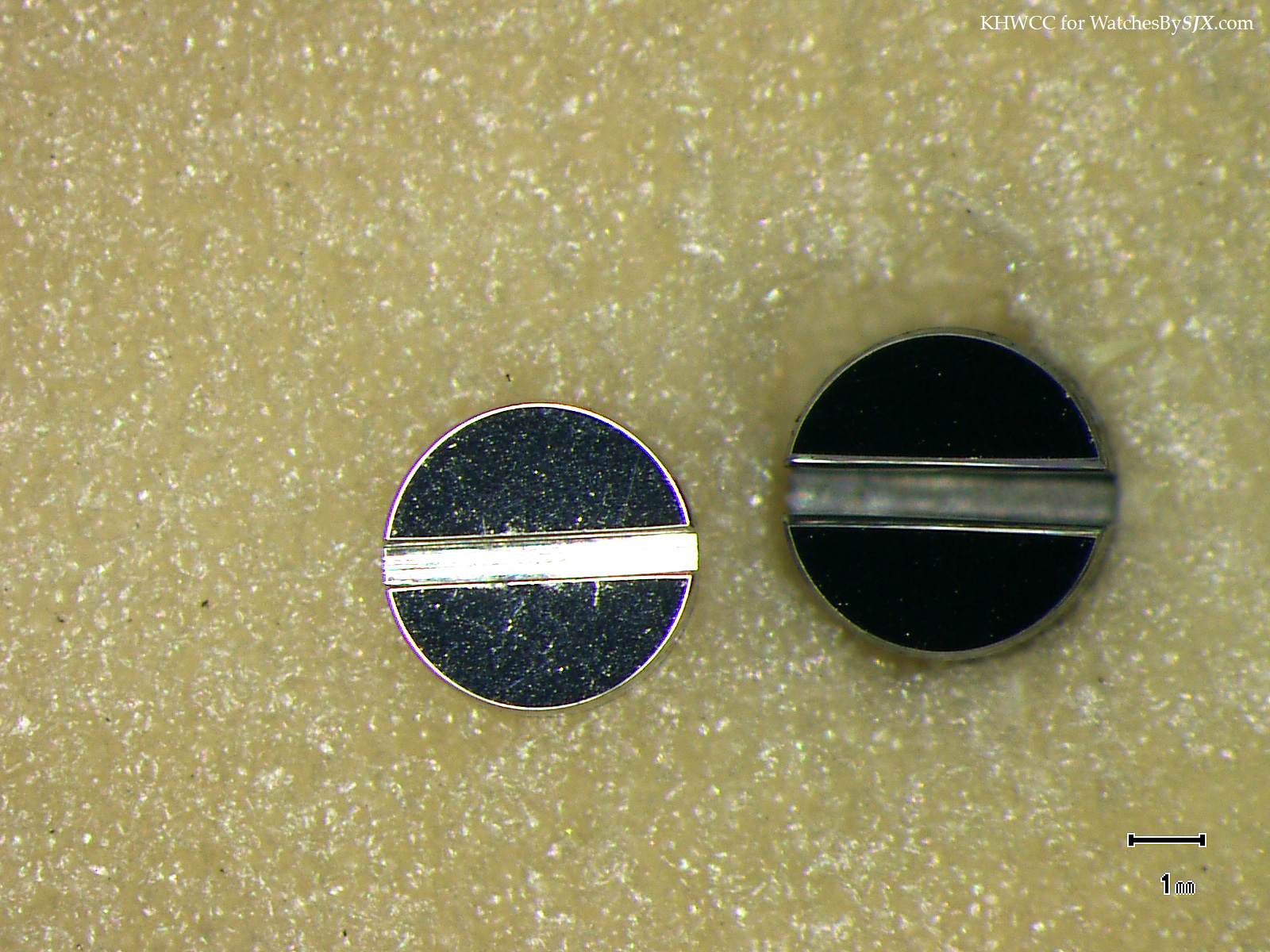
Comparing them from different angles:
Levers and other flat watch parts can be polished in the same way but with a different type of vice suitable for the part that needs to be polished. If the part has a large surface the tripod might not be needed and one would simply use a finger to apply pressure on the part and move it around the tin plate in a circular fashion.
The above method of polishing screws flat is suitable for restoration and hand finished watches produced in small quantities where several screws of different sizes are used in the movement. However it is too labour intensive for mass production where many identically sized screws must be polished so more commercially viable techniques that use machines are employed.
Even if it is only a small detail, the overall look of the movement is enhanced greatly by properly finished screws. I also believe that hand finishing watch parts adds value to the watch when done well, as every hand finished watch is unique in the sense that every hand finished part, every screw, is perfectly finished but still slightly different from the another.
It’s not difficult to see the difference between a hand finished watch with flat polished screws and a mass produced watch using industrially polished screws. Just by putting them side by side and moving them around in the light reveals the difference: the hand finished watch will produce a very special effect of the light being shifted around when moving the watch, this does not at all happen to the same extent in a mass produced watch.
________________________________________________
K&H Watchmaking Competence Centre (KHWCC) in Le Locle, Switzerland, offers training in the classical techniques of watchmaking. A equipped independent academy that offers intimate class sizes, KHWCC offers a two-year, comprehensive programme. The curriculum covers both modern and classical watchmaking techniques, encompassing all the skills needed for watchmaking, repair and restoration.
The school currently has a class of six pupils, with the new academic year starting in April 2015. Additional information on the school and its programme can be found on the KHWCC website.
Back to top.




